When managing industrial systems, safety and efficiency are non-negotiable. Imagine a factory floor where a single accidental valve adjustment could lead to a costly shutdown or, worse, a safety hazard.
This is where lockable ball valves come into play—offering a reliable solution to prevent tampering and ensure controlled fluid flow. But what makes these valves indispensable?
In this guide, we’ll explore the design, functionality, and diverse applications of locking ball valves, highlighting their role in industrial safety and leak prevention.
From understanding their working mechanisms to the benefits they bring, let’s dive into how these innovative valves can transform your system’s performance.

Discover Onerovalve’s Lockable Ball Valves.
What is a Lockable Ball Valve?
A lockable ball valve is a specialized type of ball valve designed with a locking mechanism to secure its position.
This ensures that the valve remains in an open or closed state unless intentionally adjusted by authorized personnel.
The locking feature can be integrated as a built-in mechanism or added as an external device, providing additional control and safety in industrial systems.
These valves are widely used in industries where precise control over fluid flow is essential and where unauthorized or accidental adjustments could lead to hazardous situations or costly damages.
The Role of Locking Ball Valves in Industrial Safety
Locking ball valves serve as a safeguard against human error and tampering. In industries such as oil and gas, chemicals, and manufacturing, even a minor deviation in valve settings can disrupt operations or create safety risks.
By using a ball valve lock, companies can:
- Prevent unauthorized access: Only personnel with the appropriate keys or tools can adjust the valve.
- Enhance workplace safety: Reducing the risk of accidental valve operation minimizes exposure to hazardous materials.
- Ensure system integrity: Secured valves maintain system pressure and fluid flow as designed, reducing the chance of leaks.
How Locking Ball Valves Work
The operation of a locking ball valve is straightforward yet effective.
The valve’s handle or lever is fitted with a locking mechanism, which can be a padlock, key lock, or other locking device. When engaged, the lock prevents the handle from moving, effectively freezing the valve in its current position.
In some designs, the lock can be applied in both open and closed positions, ensuring operational flexibility without compromising safety.
4 Valve Locking Devices
Valve locking devices are essential components that complement locking ball valves. These devices cater to different fluid types and operational needs. Here are some common types:
#1. Air Valve Locks
Air valve locks are designed for pneumatic systems. They ensure controlled airflow and prevent accidental releases, which could disrupt machinery or pose safety hazards.
#2. Water Valve Locks
Water valve locks secure water supply systems, commonly used in plumbing, municipal water lines, and industrial cooling systems. They help prevent unauthorized water usage and ensure consistent operation.
#3. Gas Valve Locks
Gas valve locks are crucial for preventing tampering or accidental leaks in gas distribution systems. They’re widely used in residential, commercial, and industrial gas lines.
#4. Hydraulic Lock Valves
Hydraulic lock valves control the flow of hydraulic fluids in heavy machinery and equipment. These locks are essential for maintaining system pressure and preventing leaks.
Applications of Locking Ball Valves
Locking ball valves are versatile and find applications in various industries, including:
- Oil and Gas: Securing pipelines and preventing tampering in critical operations.
- Chemical Processing: Ensuring safe handling of hazardous chemicals by controlling flow with precision.
- Water Treatment: Preventing unauthorized adjustments in municipal and industrial water systems.
- HVAC Systems: Controlling fluid flow in heating, ventilation, and air conditioning systems.
- Food and Beverage: Ensuring hygienic and controlled fluid transfer in production lines.
Advantages of Locking Ball Valves
Locking ball valves offer numerous benefits that make them indispensable in industrial systems:
- Enhanced Safety: Prevents accidental operation and ensures compliance with safety protocols.
- Leak Prevention: Reduces the risk of leaks caused by unauthorized adjustments.
- Operational Control: Allows for precise flow management and system integrity.
- Versatility: Suitable for handling a wide range of fluids, including gases, liquids, and slurries.
- Cost-Effective: Minimizes downtime and maintenance costs by ensuring reliable operation.
What is Onerovalve’s Locking Ball Valve Design?
Onero’s locking ball valve design emphasizes safety and operational integrity by integrating advanced features to prevent unauthorized or accidental valve operation.
The design includes locking holes strategically placed in both the fully open and fully closed positions.
This feature ensures that the valve remains securely locked, avoiding inadvertent movement caused by environmental factors or misuse by non-authorized personnel.
The locking mechanism also accounts for potential mishandling during outdoor installations or intense vibrations that could otherwise lead to accidental valve operation.
By incorporating a stopper and locking pin, the system provides enhanced durability and reliability in high-stress industrial environments.
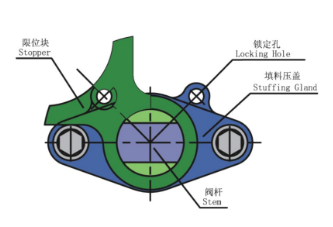
The image below highlights the key components of the locking ball valve design:
- Locking Holes: Enable secure locking in open or closed positions.
- Stopper: Prevents handle misalignment and ensures positional accuracy.
- Stuffing Gland: Reinforces sealing to prevent leaks under high pressure or vibration conditions.
This thoughtful engineering underscores Onero Valve‘s commitment to industrial safety and operational efficiency, offering a robust solution for various critical applications.
Lockable Ball Valve: Conclusion
Lockable ball valves play a crucial role in enhancing safety, preventing leaks, and ensuring operational control across various industries.
By integrating robust locking mechanisms, these valves provide a reliable solution for managing fluid flow in complex systems.
Whether it’s securing pipelines, preventing tampering, or maintaining system integrity, locking ball valves is a valuable asset in industrial safety and efficiency.
Choose the right locking ball valve for your needs to safeguard your operations and optimize performance.